小白:在焊接过程中,焊缝总是会出现气孔,怎么样才能解决这个问题呢?
大神:要想彻底解决问题,我们就要对这些气孔知根知底,然后才能有效的进行防御。
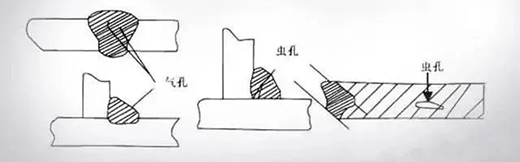
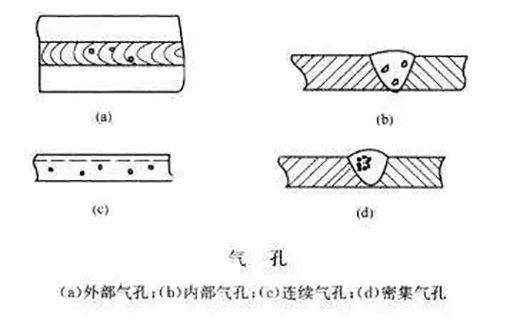
气孔是气体在焊缝金属中形成的孔穴。气孔形状有球形、涡旋形和毛虫状等。
气孔大小从显微镜尺寸到直径为几毫米。按气孔位置可分为外部气孔、内部气孔。按排列方式分为密集气孔、连续气孔。
小白:这可恶气孔大大减少了金属的有效截面积,也降低了金属的机械性能。
大神:何止啊,不要小看了这些气孔。特别是对针状气孔危害极大,严重者直接造成泄漏。
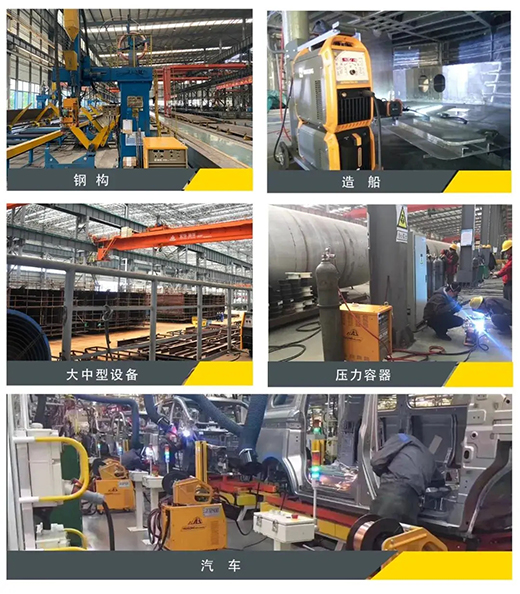
大神:首先,我们要选择值得信赖的焊机品牌:上海沪工数字化智能电焊设备。
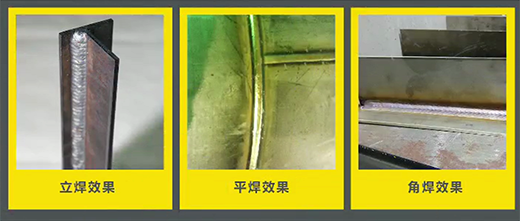
大神:当然,除了外形酷之外,沪工焊机对焊接不锈钢、合金钢、碳钢等焊材样样精通,还应用于钢构、造船、压力容器、大中型设备、汽车等多重领域。
大神:那必须,有了靠谱的电焊机,以下措施也要谨记。
使熔渣具有适当的氧化性,是防止焊缝中两类气孔形成的有效方法。
碱性焊条药皮中含有一定量萤石,低碳钢埋弧焊焊剂中也含有一定萤石和二氧化硅,焊接时产生大量HF,可有效降低了氢气孔的形成。酸性焊条依靠药皮中较强的氧化性药皮组成物来防止氢气孔的产生。
焊条和焊剂在焊前一定要严格烘干,应根据焊条和焊剂的不同种类来确定烘干温度和时间。
焊接过程中要保持稳定的焊接规范。焊接电流不宜过大,酸性焊条焊接时电流可适当增大,但以不引起焊条发红为宜,低氢型焊条,电流可适当减小。
焊接操作时电弧长度要保持适当。尤其低氢型要尽量短,以不粘铁液为宜,同时低氢型焊条不宜采用造成焊缝过宽的摆动方法。
注意保证装配时的定位焊质量,定位焊操作要求应与焊接相同,避免由于定位焊质量不好产生气孔。