电弧焊缺陷及预防

电弧焊缺陷及预防-咬边

咬边示意图
产生原因
焊接电流太大
运条不当
电弧太长
角度不当

预防措施
① 选择合适的电流;
② 焊条摆动时,在坡口边缘运条时稍慢些,停留时间稍长些;
③ 操作时电弧不要拉的过长;
④ 掌握正确的运条角度。
电弧焊缺陷及预防-焊瘤

焊瘤示意图
产生原因
根部间隙过大
焊条角度和运条方法不正确
焊接电流大
焊接速度过慢

仰焊预防
① 选用低于平时15%-20%电流;
② 焊条摆动应中间快两侧慢,在边缘稍停一下;
③ 电弧压短;
④ 发现熔池金属下坠,立即熄弧降温,再引弧焊接。
立焊预防
① 选用合适的焊接工艺参数,间隙不宜过大;
② 焊接电流比平焊小15%~20%;
③ 严格控制熔池温度,可利用挑弧,熄弧来降温;
④ 焊条摆动应中间快两侧慢,在边缘稍停一下。
平焊预防
①对口间隙不宜过大;
②控制熔池温度,选择适当电流。
电弧焊缺陷及预防-夹渣
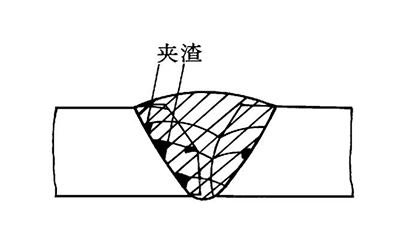
夹渣示意图
产生原因
焊接电流太小
焊速太快
多层焊时,清渣不干净
预防措施
①多道焊时及时清理前一道焊缝表面;
② 增加接头的坡口角度;
③ 选择合理的焊接工艺。
电弧焊缺陷及预防-裂纹
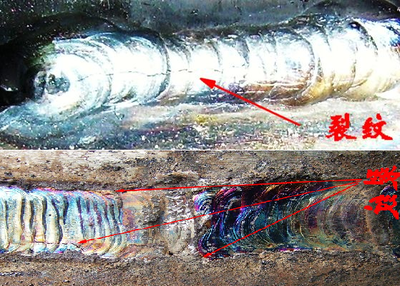
焊接裂纹示意图
产生原因
收弧过于突然
大电流焊接时,液态金属凝固时的收缩导致裂纹产生。

预防措施
①预热:以降低冷却速度,改善应力状况。
②采用碱性焊条,碱性焊条熔渣具有较强脱硫、脱磷的能力。
③控制焊缝形状,尽量避免得到深而窄的焊缝。



